
产品详细
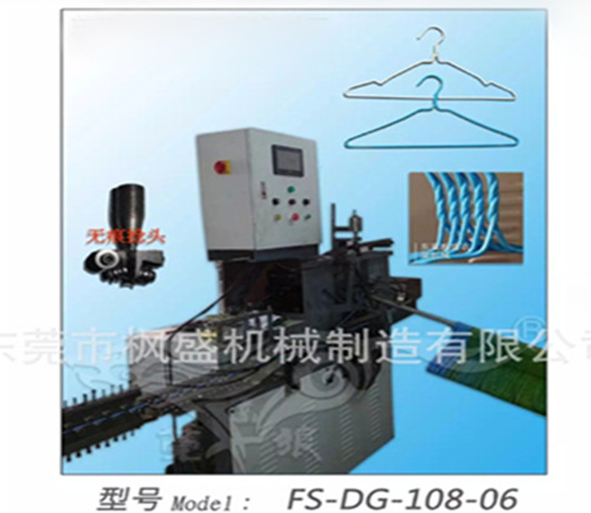
包胶线衣架成型机,
采用数控控制,本机采用全自动数控,送线精准,运行平稳,躁音低,能实现人机对话,一台机器能生产多款衣架。一名工人可管理4-8台机器,能充分为您节省人工,生产能力为20-25个每分钟,适用线径为1.7~3.5。
设备说明书
一、 电气构成
1、 全自动数控衣架成型机送料机构采用750W-2000W伺服马达控制,其特点为送料速度快,长度精度高。
2、 全自动数控衣架成型机成型机构采用三相380V,1.5KW电机,使用变频器控制,方便调节成型速度。
3、 全自动数控衣架成型机的操作可通过触摸的人机界面和面板的操作按钮分别进行自动运行和手动操作。
二、 参数设定
1、 通过人机界面中“参数调整”界面进行‘自动送料速度设定’、‘每次送料长度设定’、‘寸动送料速度设定’。
A. 自动送料速度设定值作用于自动运行状态下,送料的速度。单位为mm/S(秒)。
B. 每次送料长度设定值作用于自动运行状态下,每个衣架的总长度;以及“生产监控”界面中‘手动送料’操作的送料长度。单位为0.1mm。
C. 寸动送料速度设定值作用于‘生产监控’界面中‘手动送料’操作的送料速度。单位为mm/S(秒)。‘生产监控’界面中的‘点动送料’、‘点动退料’的速度为寸动送料速度的1/2。
1、 通过人机界面中“系统设定”界面进行‘送料加速时间设定’、‘10mm对应的脉冲数’、‘成型错误个数设定’。
A.‘送料加速时间设定’、‘10mm对应的脉冲数’为系统调试用,客户无需掌握。
B.‘成型错误个数设定’的作用是当成型完检测数量少于自动送料次数的值超过‘成型错误个数设定’值后,系统将报警提示,人机界面显示相关的报警信息。当‘成型错误个数设定’的值为0时,系统将不对成型错误进行检测,屏蔽此报警。
三、 操作说明
1、 人机界面操作
A. 点动送料:在循环运行中操作无效;按下此键,送料机构的伺服马达送料方向持续运转,松开此键,送料伺服马达停止运转。
B. 点动退料:在循环运行中操作无效;按下此键,送料机构的伺服马达送料的反方向持续运转,松开此键,送料伺服马达停止运转。
C. 手动送料:在循环运行中操作无效;按下此键1次,送料机构的伺服马达送料方向运转1次,持续时间为1个衣架送料长度设定值。
D. 停止蜂鸣:当系统出现故障时,人机界面显示相关的故障信息,蜂鸣器鸣叫,按下此键,蜂鸣器停止鸣叫。待故障解除后,人机界面显示的故障信息自动清除。
E. 自动启动:按下此键,衣架成型机进入循环运行状态,系统持续生产。
F. 自动停止:按下此键,衣架成型机退出循环运行状态,系统处于等待状态,此时可进行需要的点动送料、点动退料、手动送料、手动寸动或自动启动的操作。
G. 累计清零:按下此键,累计数生产数清零。
H. 当前清零:按下此键,当前产量清零。
1、 面板操作按钮
A. 电源指示:当主电源上电后,控制回路指示灯点亮。
B. 蜂鸣器: 当系统存在故障时,蜂鸣器鸣叫,人机界面显示故障内容,当按下人机界面“生产监控”中的‘停止蜂鸣’键后,无论故障是否排除,蜂鸣器将停止蜂鸣。
C. 速度调节:用于调节成型马达变频器的输出频率,达到控制成型马达运转速度。
D. 急停按钮:当衣架成型机发生异常或紧急情况时,按下急停按钮后,送料机构和成型机构停止动作。
E. 手动寸动:当按下手动寸动按钮后,成型机构马达以10.00Hz的频率运转,此时成型机构动作缓慢,便于产品调试或成型模具测试时使用。
F. 循环启停:当按下此键,成型机进入循环运转状态;再次按下此键,成型机退出循环运转状态。
四、注意事项
1、当成型机处于通电状态,不允许强制转动送料伺服马达,否则将损害伺服控制器。如需转动送料伺服马达,请通过人机界面“生产监控”中的‘点动送料’‘点动退料’‘手动送料’键进行相关操作。
2、请在保证成型机和人身安全的情况下操作机器。
3、本机器电源进线为三相五线,分别为三根相线,一根零线,一根接地线。线电压为380V,相电压为220V,总功率约3KW,确保接地可靠。
五、该机的主要优点:,
1.送线长短标准。
2.速度可以根据线径调节,任意快慢。
3.产量高速度快,最快每分钟可以生产45个。
4.最方便的是更换模具(衣架的样式)方便又简单、在屏幕输入所需的线材长度,移动切刀位置就行了。
5.该机可以适应于生产:201不锈钢、410不锈铁、电镀线、普通铁线、包胶线和铝线。